 13802578652
13802578652
林泉 3C1B 自动喷涂线项目开工大吉|汽车外饰件自动化涂装产线落地
林泉 3C1B 自动喷涂线项目正式开工,助力汽车外饰件高效涂装生产
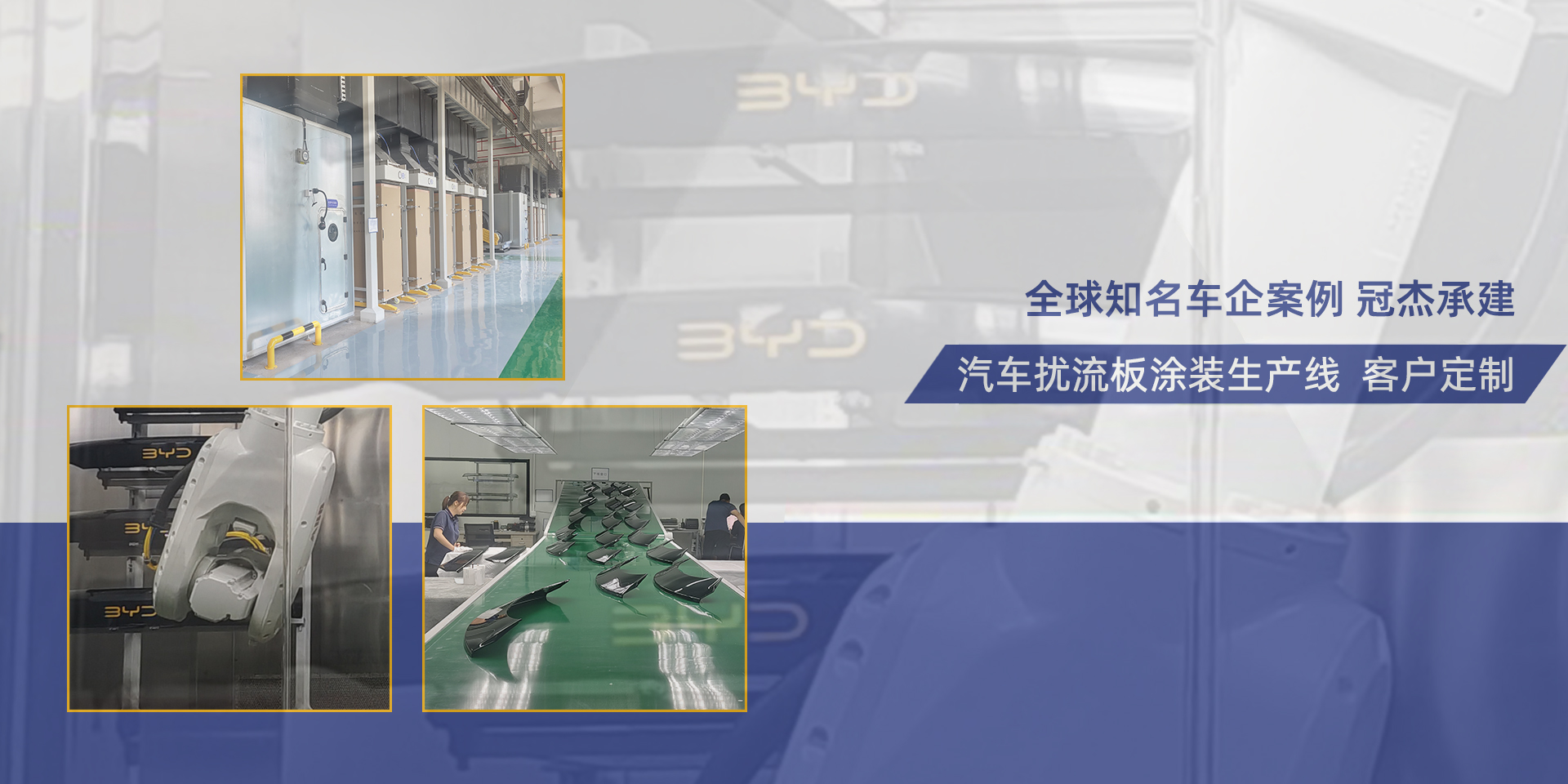
近日,林泉 3C1B 自动喷涂线项目正式开工大吉。本项目由惠州冠杰科技有限公司参与整线规划与交付,主要应用于汽车外饰件喷涂生产,覆盖汽车门外饰板、轮眉、轮眉盖、格栅等汽车外装饰涂装件,为客户后续稳定量产、效率提升与品质控制提供系统化涂装解决方案。
本次项目视频记录了设备装车发运与客户现场开工落地过程,从工厂出货到项目启动,体现了冠杰科技在自动化喷涂线项目中的整线交付能力、项目执行能力与现场服务能力。对于汽车零部件制造企业而言,一条稳定、高效、可控的自动喷涂线,不仅关系到产品外观品质,也直接影响产能节拍、涂装一致性、人工效率与综合制造成本。
项目应用:汽车外饰件自动化喷涂
林泉 3C1B 自动喷涂线主要用于汽车外饰件表面涂装,适用于多种塑胶或复合材料外装饰件,包括:
汽车门外饰板、轮眉、轮眉盖、汽车格栅、外饰装饰件及其他汽车外部涂装件。
这类产品通常对外观一致性、漆膜质量、表面清洁度、流平效果和烘干稳定性要求较高。通过自动化喷涂、洁净环境控制、分段流平、恒温烘干和强制冷却等工艺组合,可帮助客户提升涂装质量稳定性,降低人工操作波动,提高整体生产效率。
产线核心参数
本项目设计节拍为 60 秒,并支持 60–75 秒可调,可根据客户不同产品尺寸、涂装工艺、挂装数量及产能要求进行灵活匹配。
产品挂装方式采用 多件平挂 / 立挂,适应不同汽车外饰件结构;产品输送方式采用 SKID 输送,有利于实现稳定流转、精准定位与连续化生产。
主要工艺环境参数包括:
空气洁净度:前处理相关工位可达 10万级,喷涂及流平段可达 1万级;
温度控制:常规喷涂及检查段约 23±3℃ / 23±5℃;
湿度控制:约 60%±10;
喷涂段风速:约 0.35–0.45m/s;
烘干段温度:80–90℃±5;
清漆烘干时间:50min;
强制冷却时间:15min。
这些参数为汽车外饰件喷涂过程中的表面处理、喷涂稳定性、漆膜流平和烘干固化提供了基础保障。
完整工艺流程
林泉 3C1B 自动喷涂线工艺流程如下:
治具组装 → 人工上件 → 在线人工擦拭 → 雪花处理 → 火焰处理 → 人工检查 + 除静电 → 底漆喷涂 → 底漆检查 → 底漆流平 8min → 色漆喷涂 → 色漆检查 → 色漆流平 10min → 清漆喷涂 → 清漆流平 12min → 清漆烘干 80–90℃ / 50min → 强制冷却 15min → 人工下件 → 治具更换
该流程覆盖了汽车外饰件从上线、表面处理、底漆、色漆、清漆到烘干冷却的完整涂装链路。通过对洁净度、温湿度、风速、流平时间和烘干时间的系统控制,可有效减少涂装过程中的颗粒、缩孔、流挂、色差及表面缺陷风险。
冠杰科技自动喷涂线解决方案优势
冠杰科技长期专注于工业涂装设备与自动化涂装生产线,为客户提供从方案规划、工艺设计、设备制造、装配调试到项目交付的一站式服务。
在林泉 3C1B 自动喷涂线项目中,冠杰科技围绕客户产品特点、节拍要求、喷涂工艺和现场条件,进行整线配置与流程规划。项目不仅关注单台设备性能,更关注整条产线的运行节奏、工艺衔接、环境控制和长期稳定性。
对于汽车外饰件企业而言,自动喷涂线的价值不仅在于“能喷涂”,更在于实现稳定品质、连续生产、可复制工艺和可持续产能。冠杰科技通过项目化交付经验,帮助客户构建更适合量产需求的涂装系统。
项目开工,合作共赢
林泉 3C1B 自动喷涂线项目的顺利开工,是客户对冠杰科技技术能力、项目服务和整线交付能力的认可。未来,冠杰科技将继续围绕汽车零部件、新能源汽车配件、工业外观件等领域,为客户提供更加高效、稳定、节能、可定制的自动化涂装解决方案。
如您正在规划汽车外饰件喷涂线、汽车零部件自动喷涂线、3C1B 涂装线或非标自动化涂装项目,欢迎联系我们获取项目评估与方案报价。
下一篇: 没有了